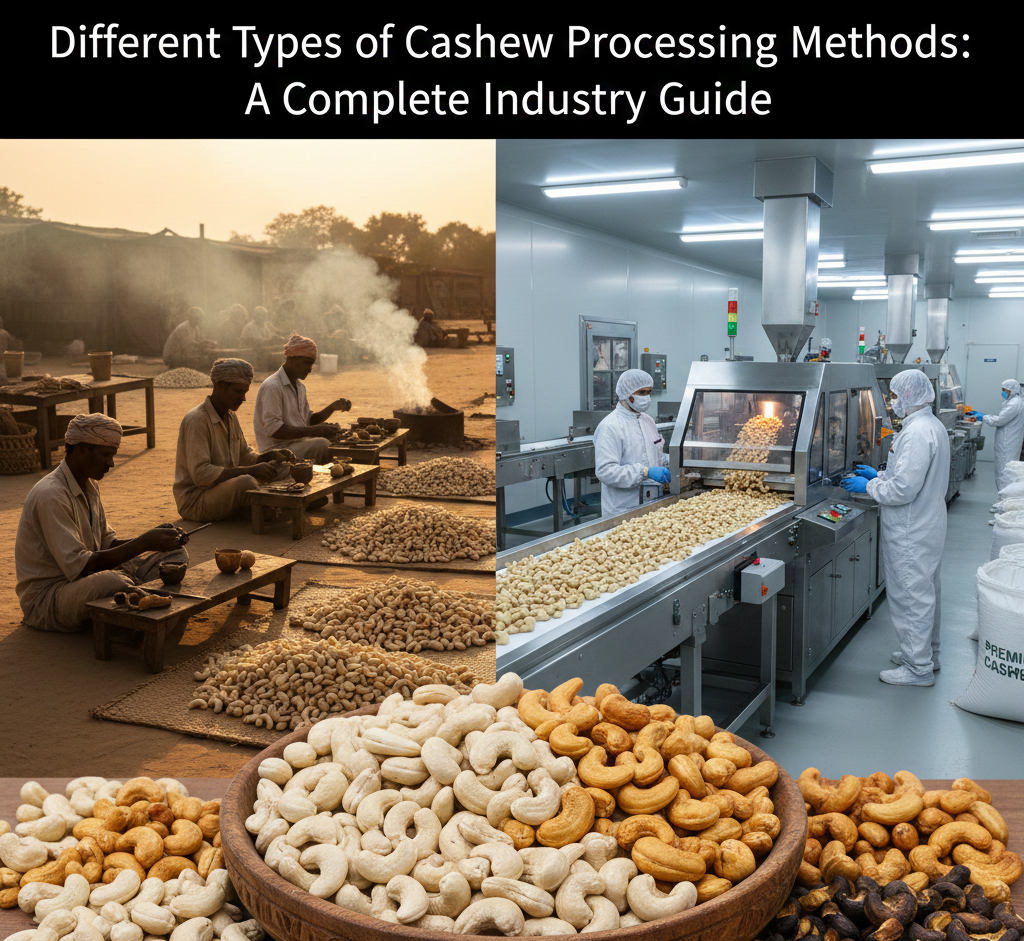
Fully automated cashew processing plants represent the most advanced stage in the evolution of the cashew industry. Designed for high-volume production, strict quality control, and international market compliance, automation integrates every stage of processing from roasting to final packaging into a streamlined system.
As global competition intensifies and labour costs rise, automation is increasingly viewed as a strategic investment rather than a luxury. Major exporting countries such as India and Vietnam have expanded automated facilities to maintain quality consistency and export dominance.
This article explores how fully automated cashew processing plants operate, their advantages, limitations, and their role in shaping the future of the industry.
What Is a Fully Automated Cashew Processing Plant?
- Steam roasting
- Mechanical shelling
- Automated drying
- Peeling systems
- Electronic grading
- Weighing and packaging
Automation reduces manual intervention, improves hygiene, and ensures uniform output. Sensors, conveyor systems, and digital controls maintain precise temperature, moisture, and cutting parameters throughout the production cycle.
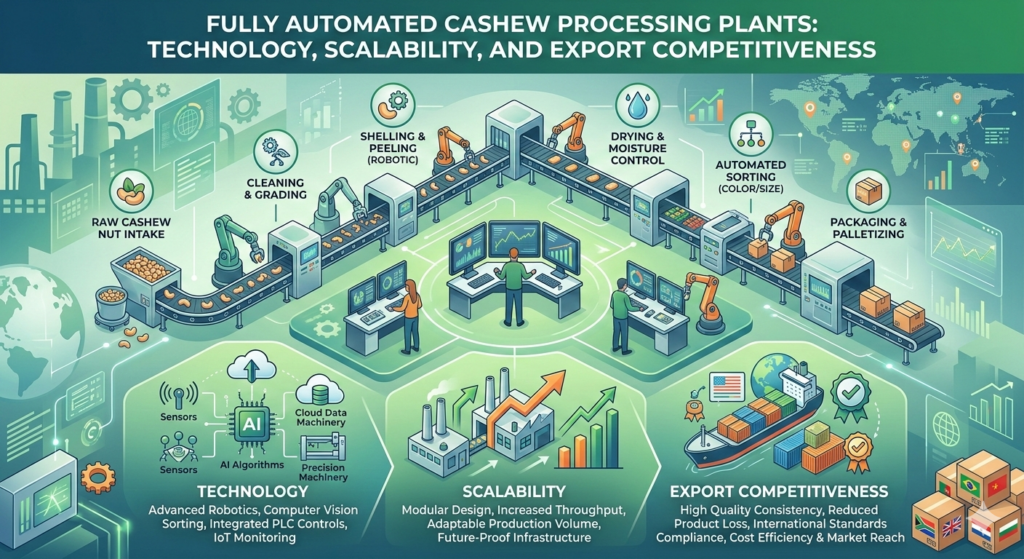
Key Stages in an Automated Processing Line
Automated Steam Roasting
Modern plants use programmable steam chambers that regulate temperature and pressure with high precision. This improves shell softening while minimising kernel damage.
Automated monitoring reduces the risk of under- or over-processing.
High-Capacity Mechanical Shelling
Shelling machines are integrated into conveyor systems that continuously feed nuts at controlled rates. Calibrated blades and alignment mechanisms ensure efficient cracking.
Output capacity in automated systems is significantly higher than in semi-mechanised units.
Controlled Drying and Peeling
Drying chambers maintain exact humidity and temperature conditions to preserve kernel integrity. Automated peeling machines remove the testa with minimal manual handling.
This stage improves hygiene and consistency compared to manual peeling methods.
Electronic Grading and Sorting
Optical and electronic grading systems sort kernels based on size, colour, and quality parameters.
These systems:
- Detect defects
- Separate whole kernels from broken grades
- Ensure uniformity in export packaging
- Automated grading enhances reliability and reduces subjective human error.
Weighing and Packaging
Final kernels are weighed using digital systems and sealed in controlled packaging environments. Automated packaging ensures compliance with food safety and labelling standards required in international trade.
Advantages of Fully Automated Processing Plants
Automation delivers several strategic advantages.
- It significantly increases processing capacity, making it suitable for large-scale export operations.
- It reduces labour dependency, addressing workforce shortages and rising wage costs.
- It enhances food safety and traceability, aligning with international frameworks such as those established by the Codex Alimentarius Commission.
- It improves consistency in grading, moisture control, and packaging key factors in maintaining long-term buyer relationships.
Automation also supports data-driven management. Digital monitoring allows processors to track yield, breakage rates, and operational efficiency in real time.
Investment and Operational Considerations
Fully automated plants require substantial capital investment. Costs include:
- Advanced machinery and software systems
- Installation and infrastructure upgrades
- Skilled technical staff
- Ongoing maintenance
- Reliable electricity supply and technical expertise are essential for smooth operation.
For smaller processors, the initial financial burden may be prohibitive. However, for large exporters targeting premium markets, automation often provides strong long-term returns through higher productivity and quality premiums.
Role in Global Cashew Trade
Countries such as Vietnam have heavily invested in automation to enhance competitiveness in global markets. Similarly, processing hubs in India continue to modernise facilities to meet evolving buyer expectations.
Fully automated plants are particularly important when supplying supermarkets, multinational food brands, and bulk importers who demand strict quality uniformity and compliance documentation.
When Should a Processor Invest in Automation?
Automation is most suitable when:
- Production volumes are consistently high
- Export markets demand strict quality compliance
- Labour costs are rising
- Long-term scaling is part of the business strategy
For entrepreneurs evaluating different types of cashew processing methods, full automation represents the highest level of operational sophistication. It is typically adopted after transitioning through mechanical shelling and structured steam-based processing.
As sustainability, traceability, and quality consistency become increasingly important in global food supply chains, fully automated cashew processing plants are expected to play a larger role in the industry’s future.
While not every processor requires full automation, those targeting international markets and long-term scalability often view it as a competitive necessity rather than an optional upgrade.